Induksie Verhitting Molding Kateter Wenk Met IGBT Hoëfrekwensie Verhitting Units
Doelstelling Verhit 'n watergekoelde staaldoring tot 700 ° C om 'n hoë kwaliteit Teflonkateterpunt te vorm.
Materiaal Teflon kateter buise, mandrel vergadering
Temperatuur 600-700 ° F (315-371ºC)
Frekwensie 376 kHz
Toerusting • DW-UHF-6 kW induksieverwarmingstelsel, toegerus met 'n afgeleë werkkop wat een 0.66μF kondensator bevat.
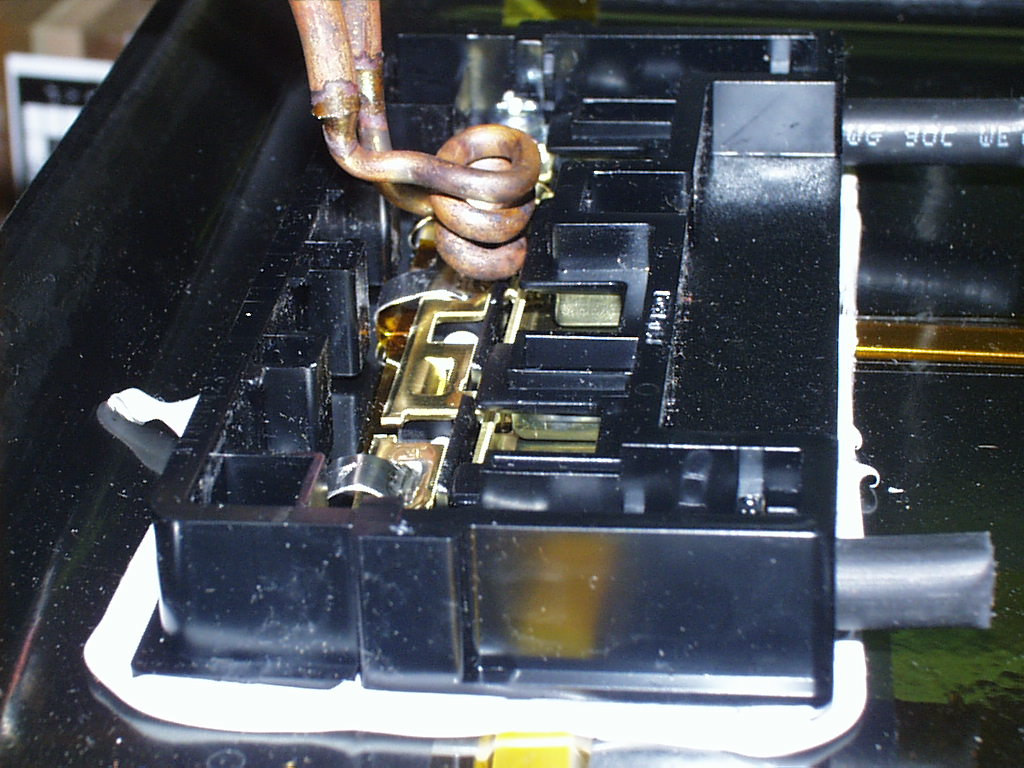
• 'n Induksieverwarmingspoel wat spesifiek vir hierdie toepassing ontwerp en ontwikkel is.
Proses 'n Tweedraaispoel word gebruik om die staaldoring in 660 sekondes tot 371 ºF (2.7 ºC) te verhit. Om die kateterpunt te vorm, word RF-krag toegepas terwyl die kateter oor die doorn gehou word. Die buis word dan op die doorn gedruk om 'n konsekwente, egalige punt te vorm.
Resultate / Voordele Induksie verwarming bied:
• Presiese herhaalbare toediening van hitte
• Nie-kontakverwarming
• Vinniger siklusstye