Induksie Soldeersikluskappe Met IGBT Induksieverhittingstoestelle
Doelstelling om drie lontdeksels gelyktydig te soldeer om loodvrye soldeersel te hervloei en 'n verbinding te maak tussen die lontdop en die lont
Materiaal vergulde koper eindkappe 0.375 "(9.5 mm) OD x 0.375" (9.5 mm) hoogte, keramiek lontbuis 1.5 "lank (38.1 mm), loodvrye soldeervorme
Temperatuur 700 ºF (371 ºC)
Frekwensie 286 kHz
Toerusting • DW-UHF-20 kW induksieverwarmingstelsel, toegerus met 'n afgeleë werkkop wat twee 1.0μF kondensators bevat vir 'n totaal van 0.5μF
• 'n Induksieverwarmingspoel wat spesifiek vir hierdie toepassing ontwerp en ontwikkel is.
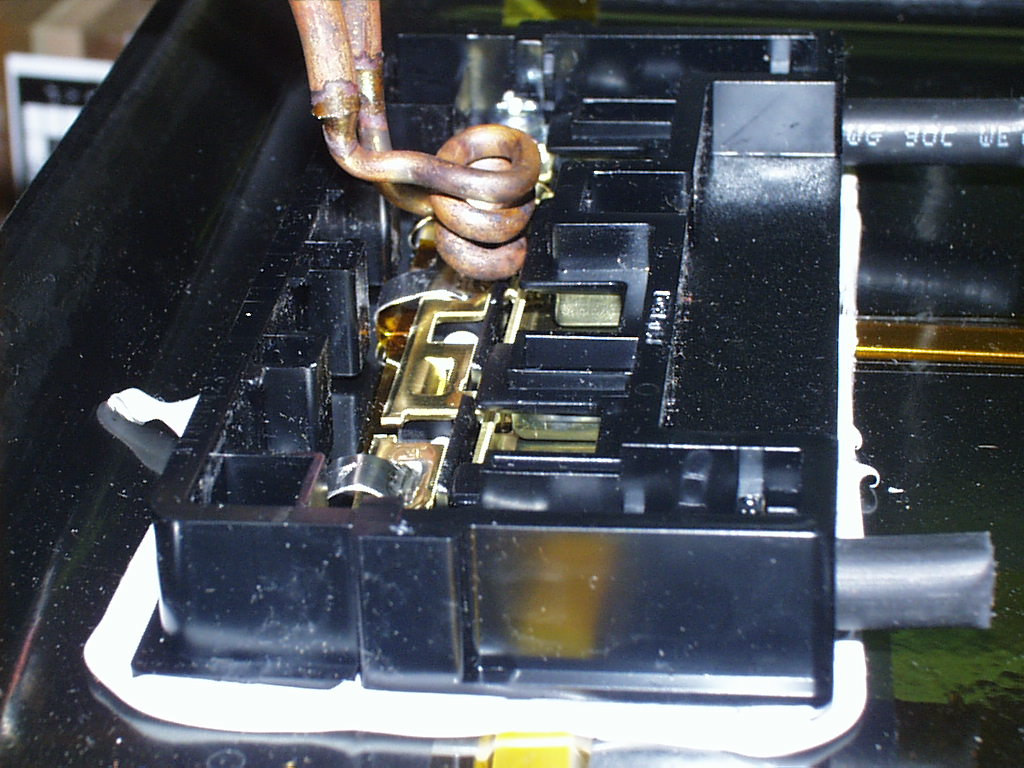
Proses 'n Drie-posisie twee-draai spiraalvormige spoel word gebruik om drie lontdoppies gelyktydig te soldeer. Die sekeringstelsels word in die spoel geplaas en die hitte word in drie siklusse toegedien teen 3.5 sekondes per siklus om die soldeer te laat vloei. Op die produksielyn word die onderste kappies eers gesoldeer. Die versmeltings is gevul met sand en sonder om die eenheid om te draai, word die boonste kap gesoldeer.
Resultate / Voordele Induksie verwarming bied:
• Konsekwente, herhaalbare resultate
• Presiese en akkurate hitte-toediening
• Handvrye verhitting wat geen vaardigheid vir vervaardigers behels nie
• Selfs verspreiding van verwarming