Induksie Brazing Koper Tube
Beskrywing
Induksie Brazing Koper Tube Met High Frequency RF Verhitting Toerusting
Navorsingsdoelwit
Om 'n koperbuissamestelling in 'n inerte atmosfeer te verwarm tot 1450 ° F binne 45 sekondes vir soldeer sonder vloed of suurwasopruiming.
Onderdele en materiale Beskrywing
Koper buis samestelling, temperatuur sensing verf, soldeer pre-vorms
Temperatuur benodig
1450 ° F
Induksieverhitting Toerusting
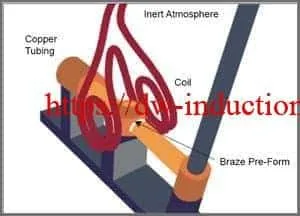
DW-UHF-10kW Induksieverwarmingskragtoevoer, afgeleë hitte-stasie met twee 1.25 mikrofarad-kondensators (kumulatiewe kapasitansie van 0.625 mfd.) En 'n spesiaal ontwerpte induktor (spoel)
Werk frekwensie
400kHz
Verhitting Proses
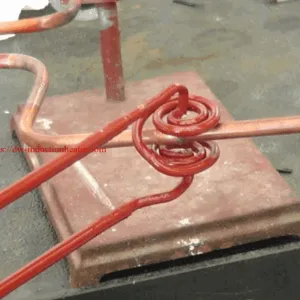
Die toets is gedoen in die ABS Mark 2 wat 'n mengsel van 95% Argon en 5% Waterstofgas bevat. 'N spesiaal ontwerpte, vier-draai-split heliese induktor is gebruik om optimale verwarming aan die gesamentlike gebied van die buissamestelling te bied. Nadat aanvanklike toetse uitgevoer is met kaal dele en temperatuurwaarnemingsverf om tyd-tot-temperatuur- en verwarmingprofiele vas te stel, is 'n temperatuur van 1450 ° F in 45 sekondes bereik om die soldeermiddelvorms te smelt.
Gevolgtrekking
Suksesvolle resultate is bereik tydens 1450 ° F binne 45 sekondes. Aangesien die hitte deur die buissamestelling gelei word, sal daaropvolgende gewrigte op dieselfde gemeente minder tyd benodig. Soldeer koper buis samestellings is 'n uitstekende aansoek vir induksie verwarming.