Koperbuis met soldering met induksie
Beskrywing
Doelwit
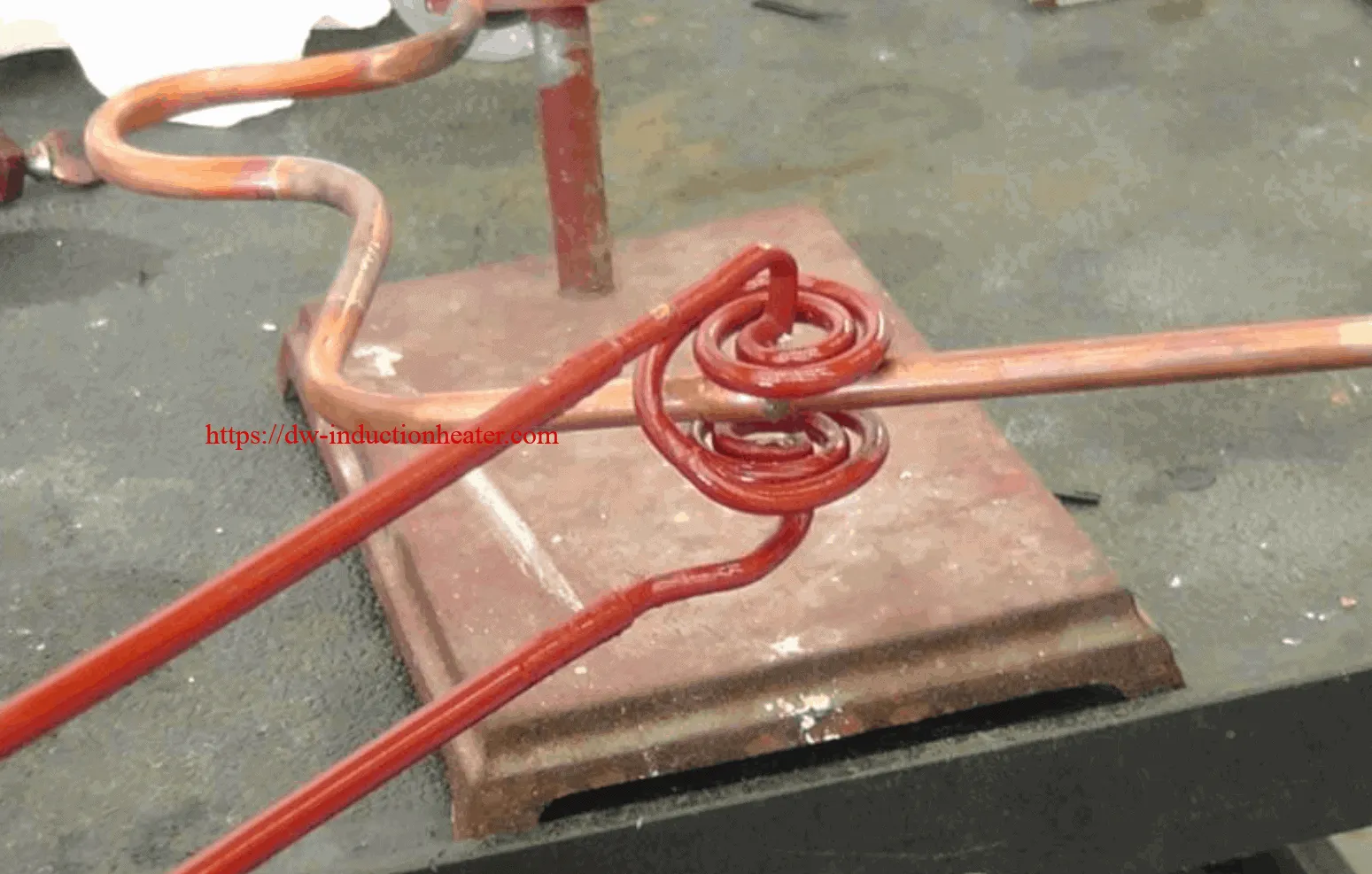
toon induksie soldering koperslang en soldeer tyd met behulp van die DW-UHF-10 kW-stelsel en beskikbare gesplete laboratoriumspoel

toerusting
DW-UHF-10KW induksie soldeermasjien
Materiale
• Koperslang - suigbuis
• Smeerpasta
Sleutelparameters
Drywing: 10 kW
Temperatuur: ongeveer 1500 ° C (815 ° F)
Tyd: 5 - 5.2 sek

Proses:
Aangesien daar slegs een samestelling vir die toets beskikbaar was, het ons 'n toetslas opgestel met behulp van 'n swaar muur 5/16 ”koperslang, soos die een buis die ander op 'n gevormde oop flens-einde aanvaar het. Die hitte tyd word geskat op grond van die gebruik van tempilaque verf om die temperatuur aan te dui. Die toetssamestelling, (gevolg deur die meegeleverde komponente), is met 'n bedekking van 505-allooi-soliede pasta bymekaargemaak en in die laboratoriumtoetsspoel geplaas volgens die aangehegte foto's. 'N Hittingsiklus van 5 - 5.2 sekondes is gevind dat die legering vloei en die las maak .

Resultate / Voordele:
- Soos aangetoon, die DW-UHF-model induksie soldering stelsel kan beide die grootste en kleinste buis tot buisafdelings verhit om 'n gesoldeerde verbinding te voltooi. Verhittingstye met behulp van 'n beskikbare toetsspoel is binne die verwagte produksietermytyd wat deur Electrolux vereis word.
- HLQ benodig 'n volledige samestelling vir hersiening ten einde die finale spoelontwerp te ontwikkel wat kan akkommodeer vir al die 12 verbindings wat op u uitlegfoto aangedui word. Dit is nodig om die spasies tussen die buisverbindings wat gesoldeer moet word en die staalkompressorseksie te ken en te sien om te verseker dat die staalbehuizing nie beïnvloed word deur die resulterende RF-veld wat by die lasspoel ontstaan nie. Hierdie finale ontwerp kan die toevoeging van ferrietmateriaal in die spoel vereis om die RF-veld op die koperkabels te fokus en nie op die staalbehuizing nie.
- Aanvanklike toetse is op die DW-UHF-10kW voltooi met behulp van 'n beskikbare laboratoriumspoel. Die produksiespoel sal in 'n nie-geleidende behuising wees wat die operateur in staat stel om dit te gebruik om die spoel teen die koperkabels op te spoor vir 'n akkurate en positiewe verhittingplek vir die soldeerproses. Die produksiespoelontwerp bevat korter afleidings as die toetsspoel en is so ingestel dat die hitte-siklusse verbeter word (korter hitte-tye).