Induksie Soldering Brass Connector In Solar Panel Met IGBT Induksie verwarmer
Doelstelling Soldeer drie koperverbindings een vir een in 'n sonpaneel-aansluitkas sonder om die komponente in die aansluitkas te beïnvloed
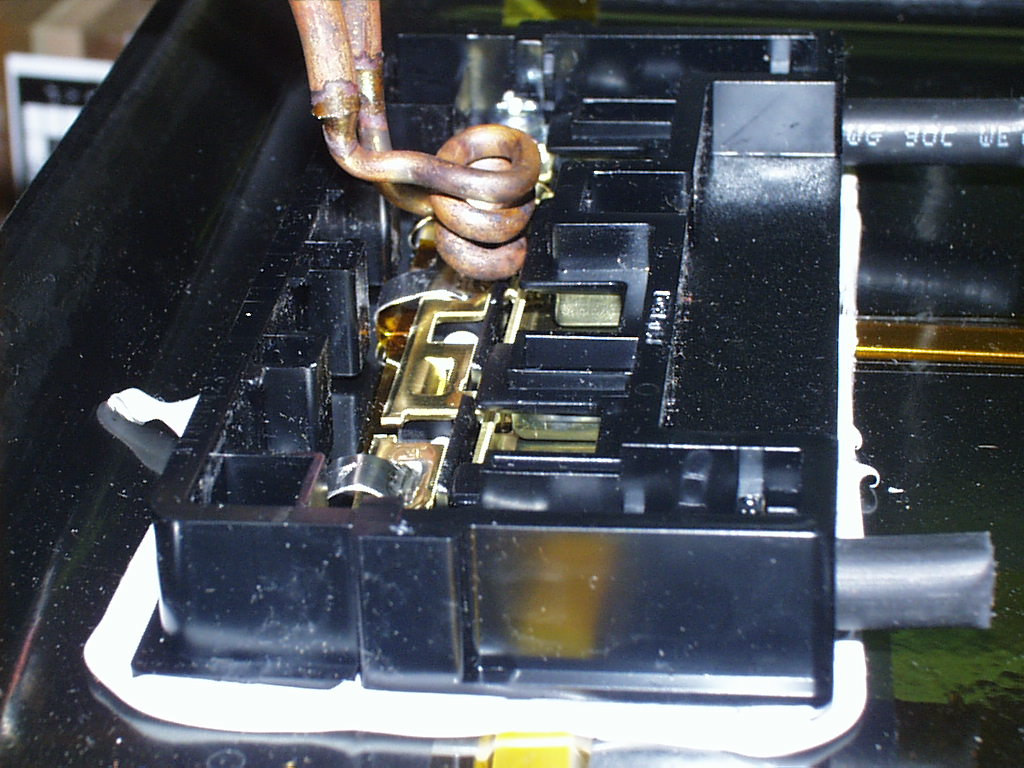
Materiaal Zonnepaneel aansluitkas, koper verbindings, soldeer draad
Temperatuur 700 ºF (371 ºC)
Frekwensie 344 kHz
Toerusting • DW-UHF-6 kW induksieverwarmingstelsel, toegerus met 'n afgeleë werkkop wat een kondensator van 1.0 μF bevat.
• 'n Induksieverwarmingspoel wat spesifiek vir hierdie toepassing ontwerp en ontwikkel is.
Proses 'n Drie-draai ovaalvormige spiraalvormige spoel word gebruik om die verbindings te verhit. 'N Stukkie soldeerdraad word op die voegarea geplaas en elke voeg word vir 5 sekondes apart verhit om die aansluiting te soldeer. Die totale verwerkingstyd is 15 sekondes vir die drie gewrigte.
Resultate / Voordele Induksie verwarming bied:
• Korrekte akkuraatheid lewer verhitting slegs aan die las; beïnvloed nie omliggende komponente nie
• Gekoppelde hitte produseer netjiese en skoon gewrigte
• Produseer hoë kwaliteit, herhaalbare resultate
• Selfs verspreiding van verwarming