Induksie oppervlak verharding staal passtuk
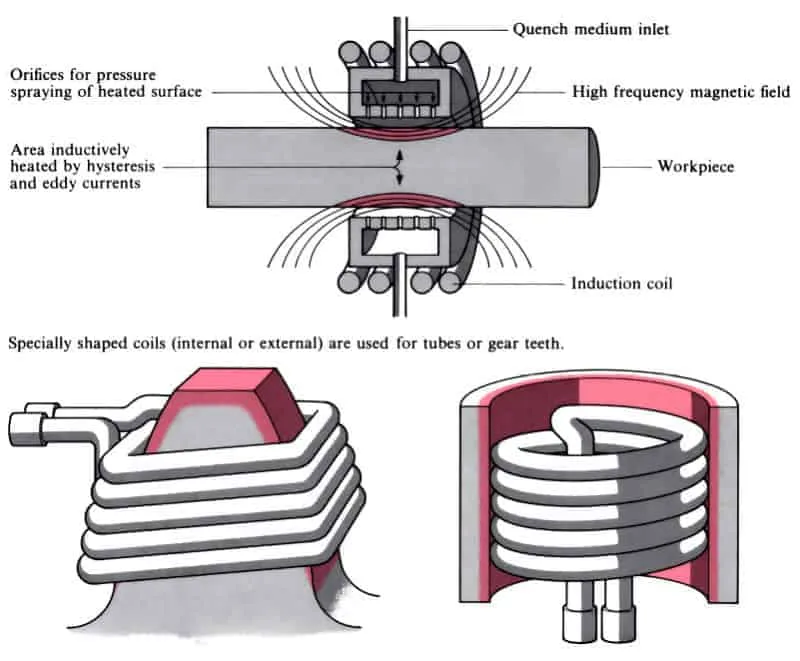
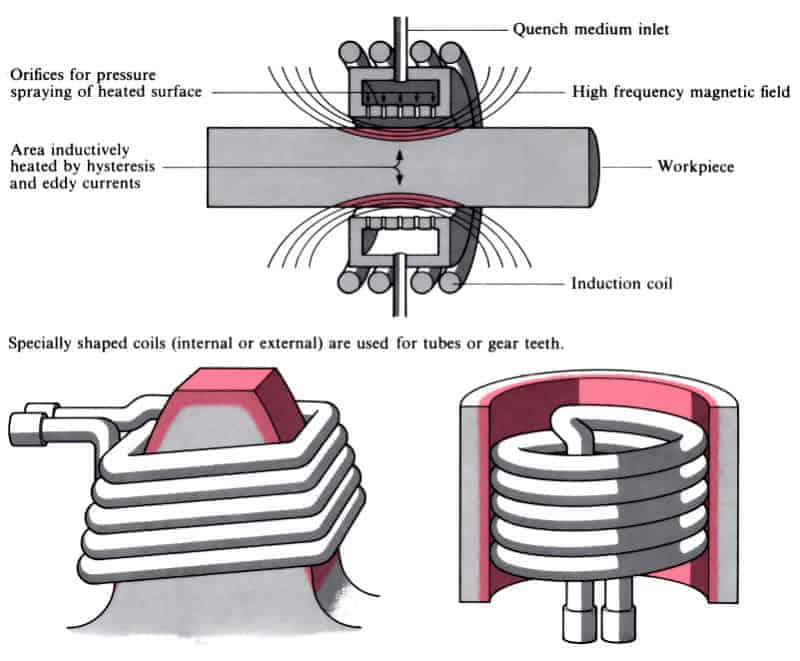
Beskrywing
Induksie-oppervlakverhardende staalpassing tot 1600 ºC (871 ºF) vir verharding
Induksie Staalbeslag vir 'n vervaardigde vervaardigde onderdele word gewoonlik deur induksieverhitting uitgevoer. Die belangrikste tegniese parameters is oppervlakhardheid, plaaslike hardheid en effektiewe geharde laagdiepte.

Materiaal: Staalbeslag (deursnee van 0.75 mm)
Temperatuur: 1600 ºF (871 ºC)
Frekwensie: 368 kHz
Toerusting:
-DW-UHF-10kW induksieverwarmingstelsel toegerus met 'n afgeleë hitte-stasie wat twee kondensators van 1.0 μF bevat
'N Drie-draai pannekoek-spiraalvormige induksie verwarmingspoel wat spesifiek ontwerp is vir hierdie toepassing
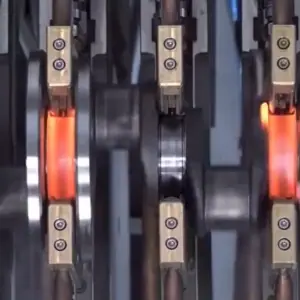
Die induksie verwarming spoel ontwerp het die onderdeel moontlik gemaak om in die verwarmingspoel te lig. Die ontwerp is ook gemaak om te verseker dat dit goed sal werk binne die huidige opset van die klant. Aanvanklike toetse het plaasgevind met verf wat die temperatuur aandui om die eenvormigheid van die verwarmingspatroon en die verwarmingsspoed te evalueer. Met 'n goeie verwarmingspatroon, is monsters met tydsintervalle van 1.0, 1.25 en 1.5 sekondes verwerk. Die monsters is na verhitting in 'n waterblus laat val om die verhardingsproses af te handel.

Resultate / Voordele
Spoed: Die passtuk is binne minder as twee sekondes verhit
Doeltreffendheid: Induksie gebruik minder energie as mededingende verwarmingsmetodes
Voetspoor / ontwerp: Induksie verwarming kan geïmplementeer word terwyl beskeie vloeroppervlakte opgeneem word, plus die spoelontwerp pas binne die operasionele reëling van die klant