soldeer koper tot vlekvrye staal
Beskrywing
Doelwit
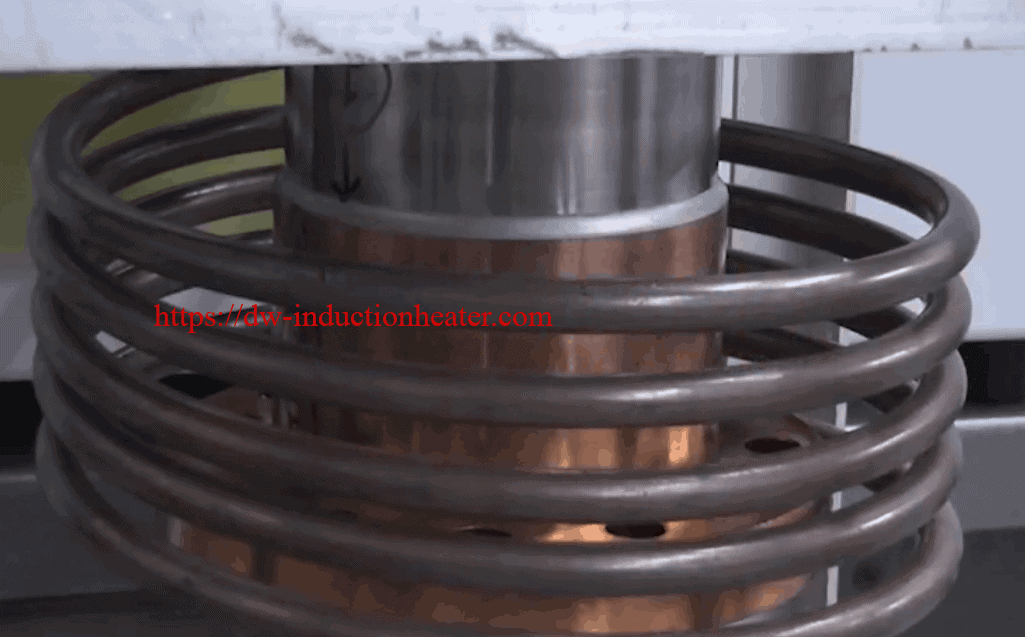
Induksie Soldeer koperpyp na roesvrye staalpyp. Kryogene pompe en huise.

toerusting
DW-HF-15kW / 25KW / 45KW toerusting vir verwarming van induksie

Toets 1
Materiale
Cryogenic Pumps and Behuise - Kopdop (2 ”(25.4 mm) OD, 3” (76.2 mm) lank, 0.15 ”(3.81 mm) dik muur, sit op vlekvrye staal as 1.4” (3.81 mm diep), vlekvrye staal as (1.7 ”(43.18 mm) OD, 6” (152.4 mm) lank en aan groter massa vasgeheg as dit eindig, 0.1 ”(2.54 mm) dik.)
Power: 25 kW
Temperatuur: 1145 ° F + (618 ° C)
tyd: Onder 40 sekondes

Toets 2
Materiale
Cryogenic Pumps and Behuise - Koper mou (3.6 ”(91.44 mm) OD, 0.1” (2.54 mm) dik muur wat 2.7 ”(68.5 mm) lank is, 3.8” (96.52 mm) OD-lip op die bodem wat 0.6 ”( 15.2 mm) lank met 'n dikte van ongeveer 0.85 ”(21.5 mm), 'n deel met lip is 3.14” (79.7 mm) lank, SS-as is 2.66 ”(67.5 mm) diep), SS-as (3.4” (86.3 mm)) OD, 3.2 ”(81.2 mm) ID, ouer as 7.5” (190.5 mm), het kleiner dop en as aan die een kant en 'n groter basis van 8 ”(203.2 mm) aan die ander kant)
Power: 16.06 kW
Temperatuur: 1145 ° F + (618 ° C)
tyd: 1 minuut 30 sekondes tot 3 minute
Toets 3
Materiale
Cryogenic Pumps and Behuise - Koper mou (3.5 ”(88.9 mm) OD, 0.1” (2.54 mm) dik muur wat 2.1 ”(53.3 mm) lank is, 5.3” (134.6 mm) OD lip op die onderkant van 0.74 ”( 18.7 mm) lank met 'n dikte van ongeveer 1 ”(25.4 mm), 'n deel met lip is 2.8” (71.1 mm) lank in die algemeen, vlekvrye staalas (2.66 ”(67.5 mm) diep), roesvrye staal-as (3.35” (85.0) mm) OD, 3.2 ”(81.2 mm) ID, ouer as 7.5” (190.5 mm), het kleiner dop en as aan die een kant en 'n groter basis van 5.5 ”(139.7 mm) aan die ander kant)
Power: 9.09 kW
Temperatuur: 1145 ° F + (618 ° C)
tyd: ongeveer 20 tot 30 sekondes

Toets 4
Materiale
Kryogene pompe en behuizings - Koperkap (2.7 "(68.5 mm) OD, 2.85" (72.3 mm) hoog, 0.6 "(15.2 mm) muur, sit op roesvrye staal as 1.4" (35.5 mm) diep), roesvrye staal as) 1.54 ”(39.1 mm) OD, 0.9” (22.8 mm) dik muur, 6.5 ″ (165.1 mm) hoog en aan groter massa geheg as dit eindig) addisionele vlekvrye staal dop aan die ander kant van die koper, 2.44 ”(61.9 mm OD, 0.8 ”(20.3 mm) hoog of meer, 0.88” (22.35 mm) steel bo-op wat 1.4 ”(35.5 mm) lank is met 0.66” (16.7 mm) ID
Power: 14 kW
Temperatuur: 1145 ° F + (618 ° C)
tyd: 1 minuut 50 sekondes

Resultate en gevolgtrekkings:
Toets 1: Toets het met baie laer drywing begin en na 25 sekondes tot 15 kW opgeskiet. Die induksiesoldering was suksesvol.
Aanbeveel om 'n stywer spoel te gebruik wat net die helfte van die koperdop omhul. Dit sal die hitte konsentreer slegs op die plek waar die legering is en dit behoort die hitte tyd te verminder.
Toets 2: Toets is met 'n groot spoel gedoen weens klaringskwessies wat deur die lip aan die kant geskep is. Die geskatte tyd vir die volle siklus is 20 tot 30 sekondes. Die laer frekwensie blyk voordelig te wees vir die toepassing deurdat die veld dieper verby die koper en in die staal self binnedring, wat vinniger hitte tye tot gevolg het.
Toets 3: Toets is met 14 kW gedoen om die tydsiklus vir ons DW-HF-15KW te simuleer induksie verwarming stelsel. Hierdie deel benodig die langste hitte tyd as gevolg van die massa van die koper. Hittyd kan verminder word deur 'n groter kragbron te gebruik.
Die verhittingstye vir al die toetse kan verbeter word deur die induksie verwarming spoele vir die spesifieke dele en deur die frekwensie te verlaag. 'N Temperatuurregelaar en pirometer word sterk aanbeveel om te verseker dat daar nie skade aan die onderdele aangerig word as dit saam met 'n groter induksiestelsel gebruik word nie. As u 'n 15kW induksieverhittingstelsel gebruik, word die temperatuurregelaar en pirometer steeds aanbeveel, maar die risiko van gedeeltelike skade word verminder.




