Doelwit
Die doel van die toedieningstoets is induksie-soldeer-aluminiumbuisies na aluminiumonderdele in minder as 15 sekondes. Ons het aluminiumbuise en 'n aluminium "ontvanger". Die soldeerlegering is 'n legeringring en het 'n vloeitemperatuur van 1030 ° C (554 ° F).

toerusting
DW-HF-15kw induksieverwarmingsmasjien
 induksie verwarming masjien HF-15
induksie verwarming masjien HF-15Materiale
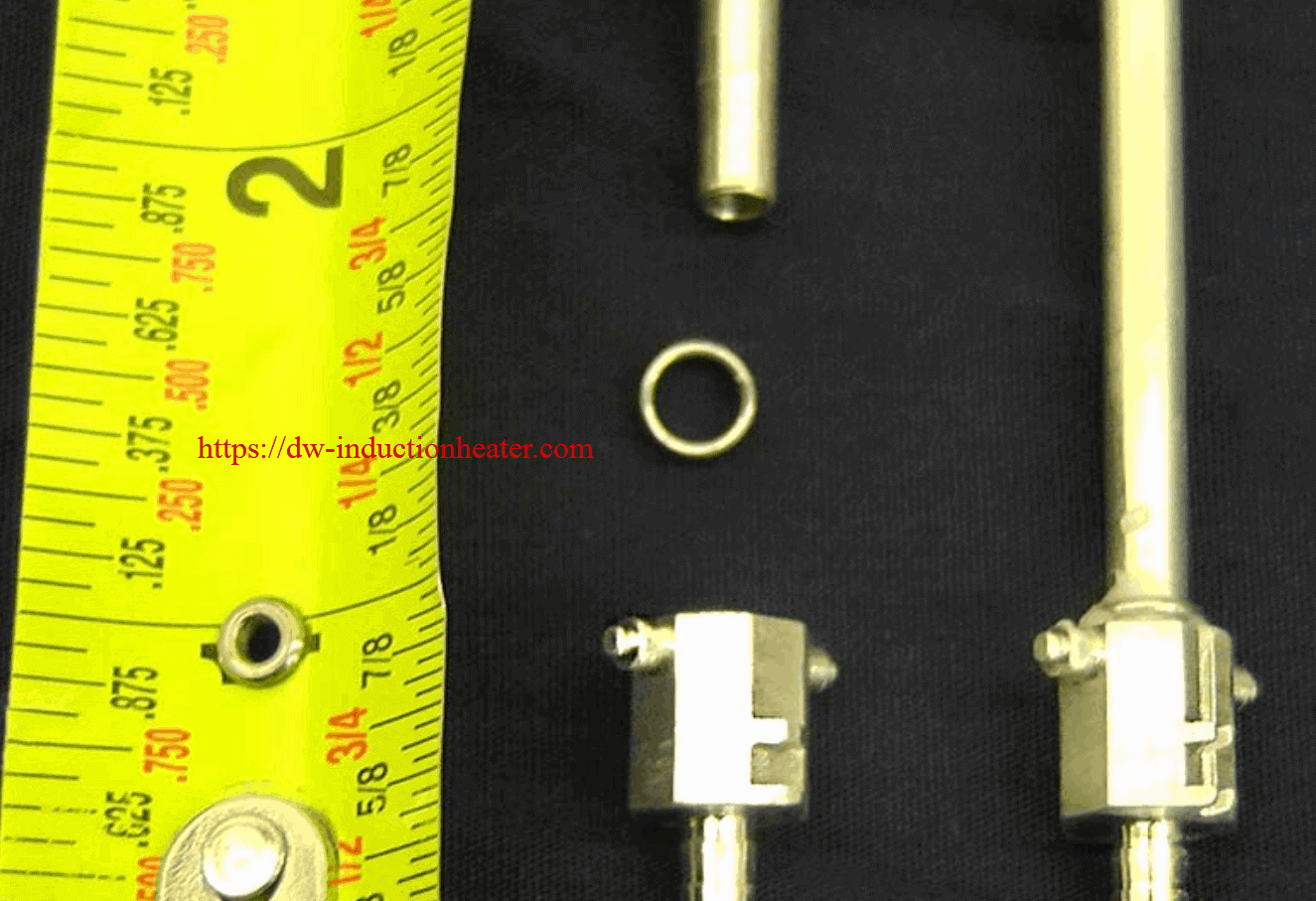
• Aluminiumbuis: 0.167 "(4.242 mm) OD, 0.108" (2.743 mm) ID
• Aluminium komponent: ID .1675 ”(4.255mm), diepte .288” (7.315mm),
affas op die boonste oppervlakte is 0.2375 ”(6.033mm) ID maks
• Smeer legering in die vorm van 'n twee-draai legeringsring
• Flux

Sleutelparameters
Temperatuur: 1030 ° F (554 ° C)
Drywing: 5 kW
Tyd: 14 sekondes

Proses:
- Die aluminiumkomponent en buis is saam met die legeringsring saamgestel. Vloei is bygevoeg.
- Die deel is in die induksiespoel geplaas.
- Verskeie toetse is met verskillende siklusse uitgevoer om die verhittingstyd vir 'n goeie soldeer te bevestig.
- Op 15 sekondes het die vergadering gesmelt.
- Op 14 sekondes het ons sukses gehad om aluminium tot aluminium te soldeer, en 'n soliede las van goeie gehalte is behaal.

Resultate / Voordele:
Die 5 kW induksieverhittingstelsel wat deur die klant versoek word, sal voldoen aan die tydsvereistes van die kliënt vir induksiesoldeer.
- Presiese beheer van die tyd en temperatuur
- Krag op aanvraag met vinnige hittesiklusse
- Herhaalbare proses, nie afhanklik van die operateur nie
- Veilige induksie verwarming sonder oop vlamme
- Energie-effektiewe verhitting