
Induksie voorverhitte sweisstawe
Beskrywing
Toepassings vir induksie van staalstawe voorverhit
Doelwit Om staalstawe voor te hou tot 500 ºF (260 ºF) vir 'n sweiswerk vir 'n groot vervaardiger van toerusting
materiaal: Klante voorsien staalpennetjies (wissel, gemiddeld 2 mm)
Temperatuur: 500 ºF (260 ºC)
Frekwensie: 100 kHz
Toerusting: DW-HF-45kW 50-150 kHz induksie verwarmingstelsel toegerus met 'n afgeleë hitte-stasie met agt 1.0 μF kondensators
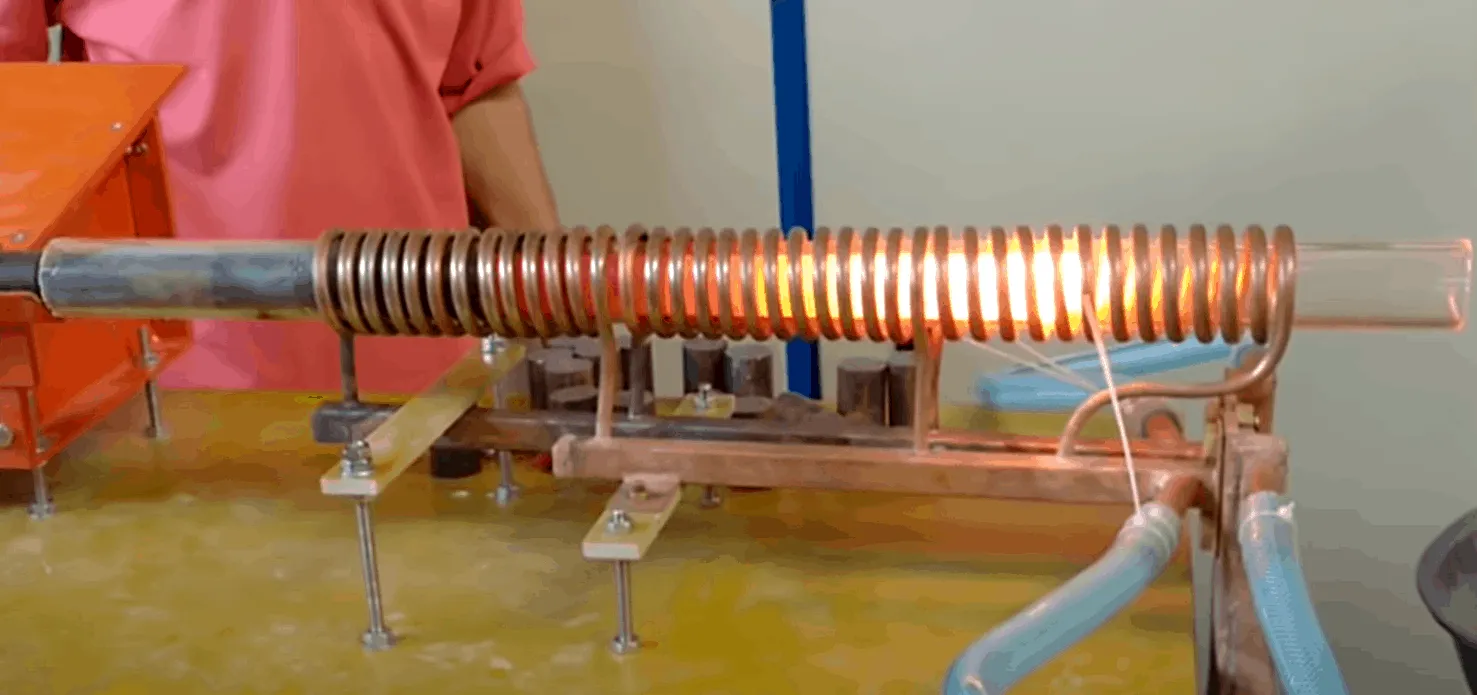
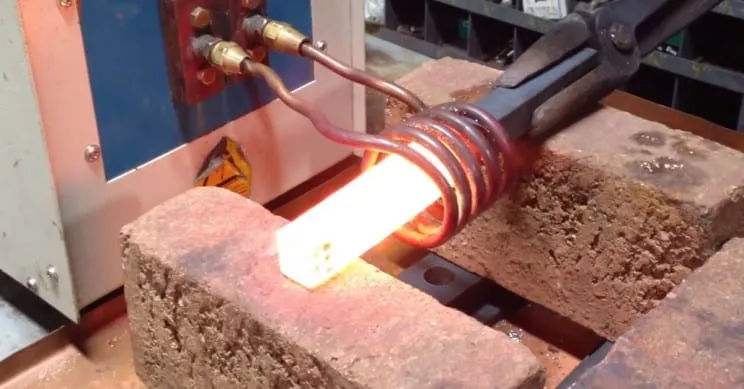
- 'n Meervoudige posisie met twee draaie induksie verwarming spoel spesifiek ontwerp en ontwikkel vir hierdie toepassing
Induksie voorverhitting proses: Die staalstaaf is in die spoel gelaai en die hitte is aangeskakel. Die deel het binne een minuut 600 ºC (316 ºF) bereik. Die krag is afgeskakel en die staaf is 30 sekondes gemonitor om te verseker dat die buitelaag nie onder 500 ºF (260 ºC) daal nie.

Op grond van die ervarings en toetse van die Application Lab, hoe langer die verwarmingstyd, hoe minder krag word benodig.
Hoe langer die verhittingstydperk is, hoe langer het die buitentemperatuur bo 500 ºF gebly.
In die lig hiervan is daar bykomende moontlikhede wat kragvoorsiening betref, van 'n 15kW-induksieverwarmer met 'n tweeposisiespoel met 'n verwarmingstyd van twee minute tot 'n 45kW induksie verwarming stelsel met 'n vierposisie-spoel en 'n verwarmingstyd van een minuut.
Resultate / Voordele
Presiese verhitting: Die kliënt kyk na die oorskakeling van vlam, aangesien induksie meer presiese, herhaalbare verwarming kan bied
- Penetrasie: Induksie doen 'n uitstekende werk wat die pen binnedring in vergelyking met 'n fakkel, wat van kritieke belang is
voorverhitting vir sweiswerk
- Spoed: Induksie maak vinnige verhitting moontlik, wat die produksie kan verhoog in vergelyking met fakkelverhitting
- Kwaliteit van onderdele: 'n Fakkel kan die onderdeel broos maak, wat induksie voordelig maak
- Werks omgewing: Induksie voorverhit sweiswerk is 'n veiliger verhittingsmetode wat minder hitte in die werkplek inbring as wat 'n vlam doen




