Induksie Annealing Shaft End
Beskrywing
Induksie Annealing Shaft End Met High Frequency Induction Heating System
Doelstelling Gegloeiing van die einde van 'n staal hidrouliese motoras voor bewerking
Materiaal .75 "(19 mm) deursnee staalstaaf, 6" (152.4 mm) lank met 'n sleutel aan die einde
Temperatuur 1350 ºF (732 ºC)
Frekwensie 300 kHz
Toerusting • DW-UHF-10 kW induksieverwarmingstelsel, toegerus met 'n afgeleë werkkop wat een kondensator van 1.0 μF bevat
• 'n Induksieverwarmingspoel wat spesifiek vir hierdie toepassing ontwerp en ontwikkel is.
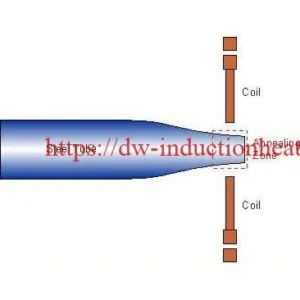
Proses 'n Drie draai-heliese spoel word gebruik om die motoras te ontgloei.
Die einde van die motoras word in die spoel geplaas en krag word vir 20 sekondes aangewend om 1350 ºC (732 ºF) te bereik en die staal rooiwarm te word.
Resultate / Voordele Induksie verwarming bied:
• Hoë doeltreffendheid, lae energiekoste
• Presiese en beheerbare hitteplasing om slegs die vereiste area te laat uitgloei
• Vinniger produksieproses
• Konsekwente resultate