Doelwit
Hoëfrekwensie-induksie Soldeer koperpyp tot kopergedeelte en 'n koperpunt in minder as een minuut met induksie.

toerusting
DW-UHF-6KW-III hand-induksie-soldeermasjien

2 draaie spoel
Materiale
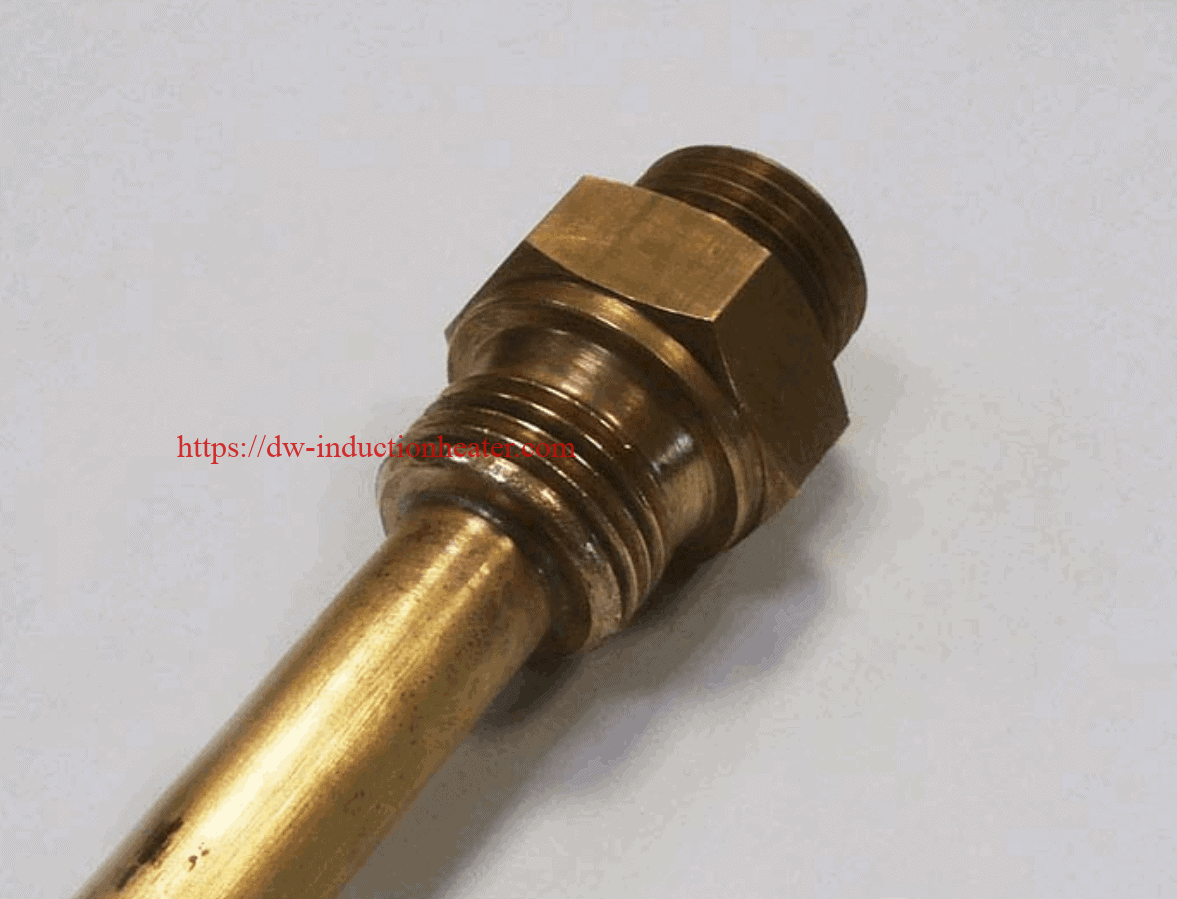
• Breë kopergedeelte
• Koperpyp
• Silwer-gesoldeerde legering, voorsien deur die kliënt
Toets 1 - Pyp na 'n breë deel:
Sleutelparameters
Drywing: 4.4 kW
Temperatuur: ongeveer 1400 ° C (760 ° F)
Tyd: 38 sek
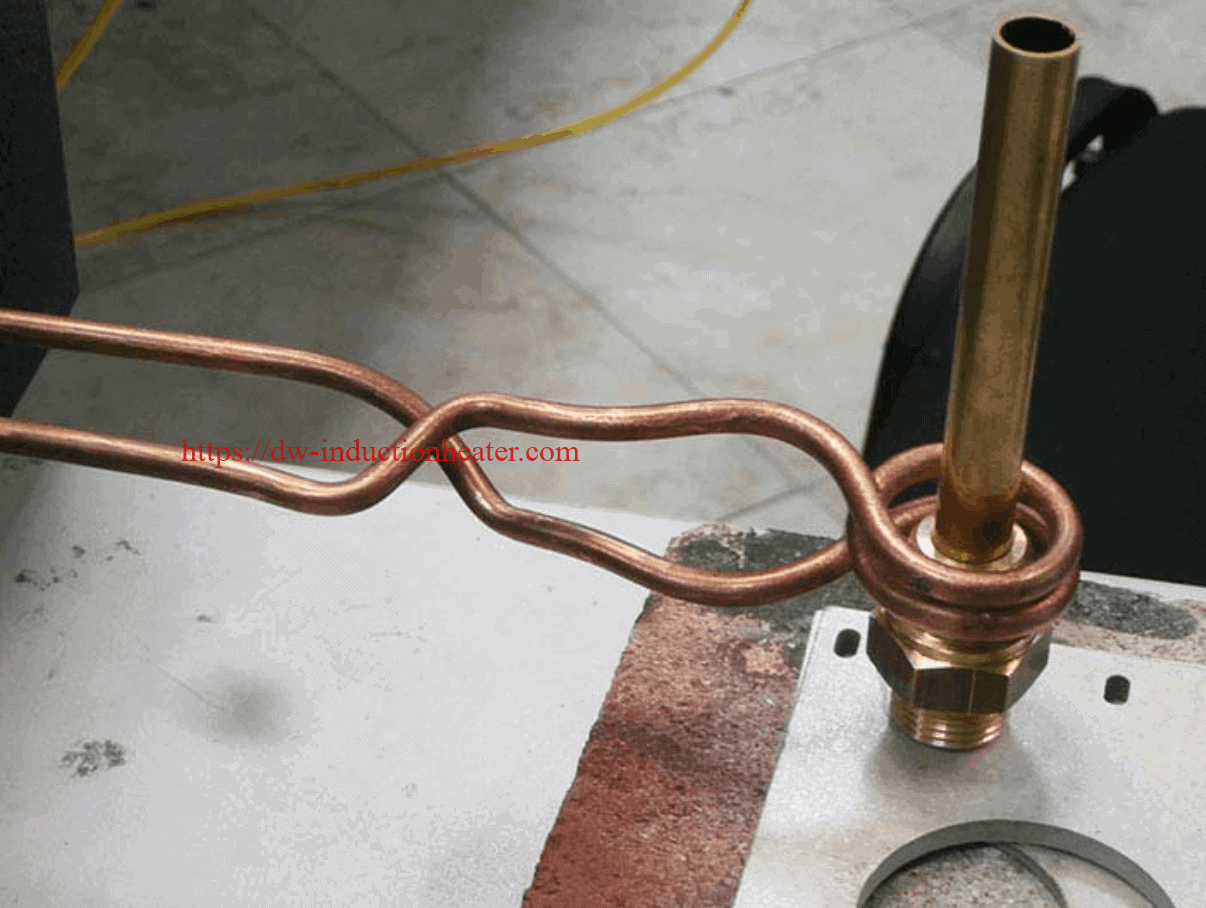
Toets 2 - Pyp na punt:
Sleutelparameters
Drywing: 4.4 kW
Temperatuur: ongeveer 1400 ° C (760 ° F)
Tyd: 17 sek
Proses:
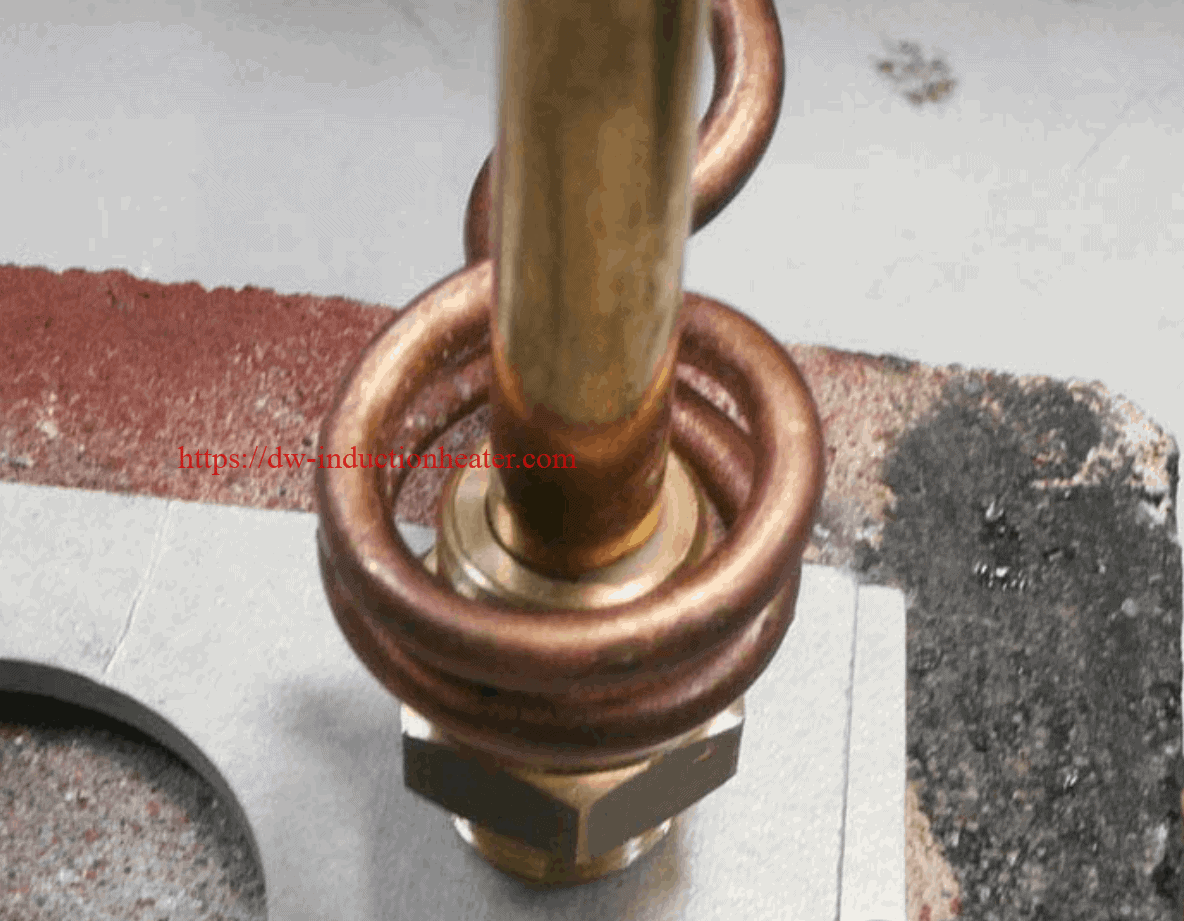
Toets 1
- Die breë deel en koperpyp word saamgestel en 'n soliede ring word tussen hulle geplaas.
- Die samestelling word in die induksieverhittingspoel geplaas en induksiehitte word toegedien.
- Die gewrig is binne 38 sekondes voltooi.
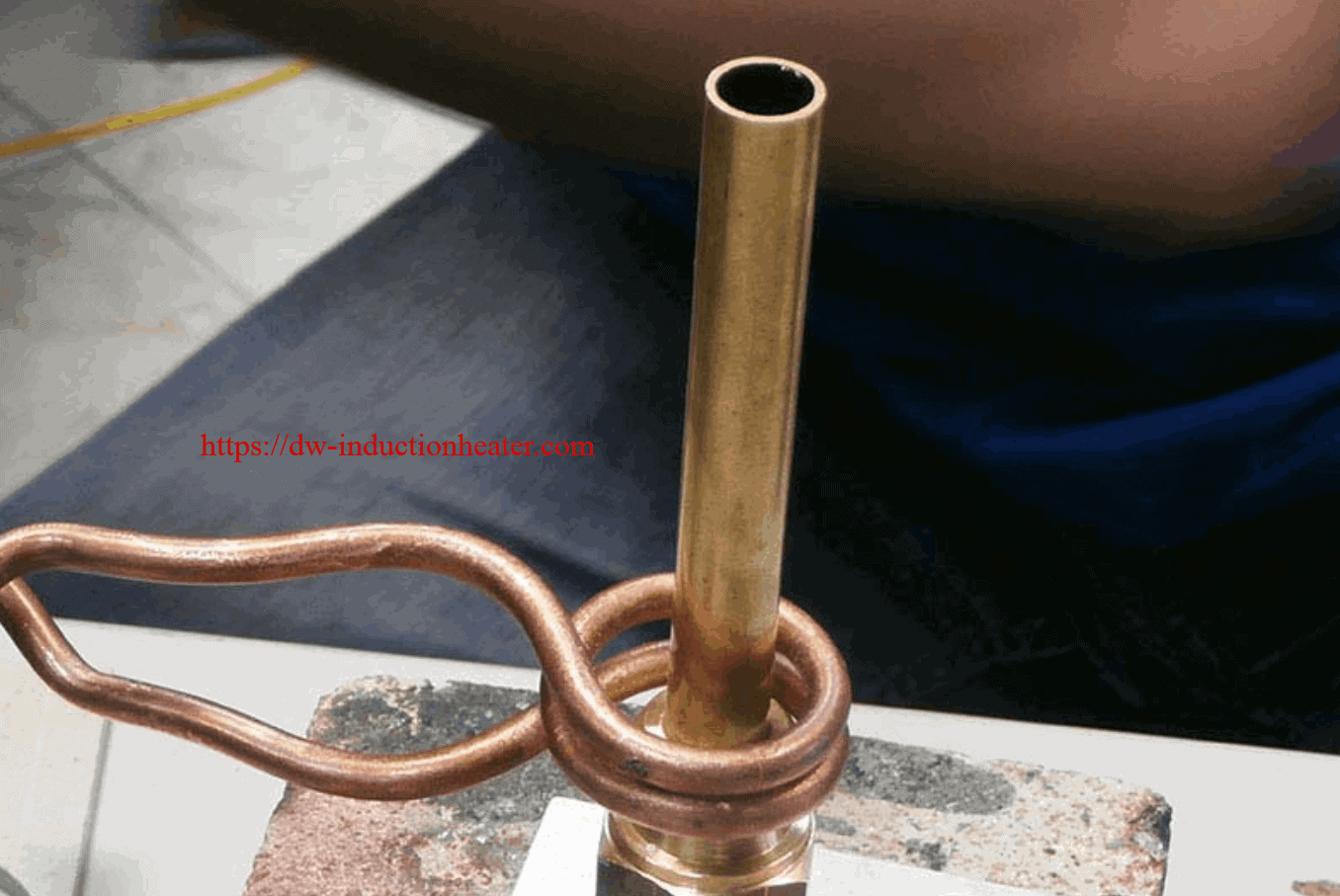
Toets 2
- Die punt en pyp word saamgestel en 'n solderende legeringring word tussen hulle geplaas.
- Die samestelling word in die spoel gesit en induksiehitte word toegedien.
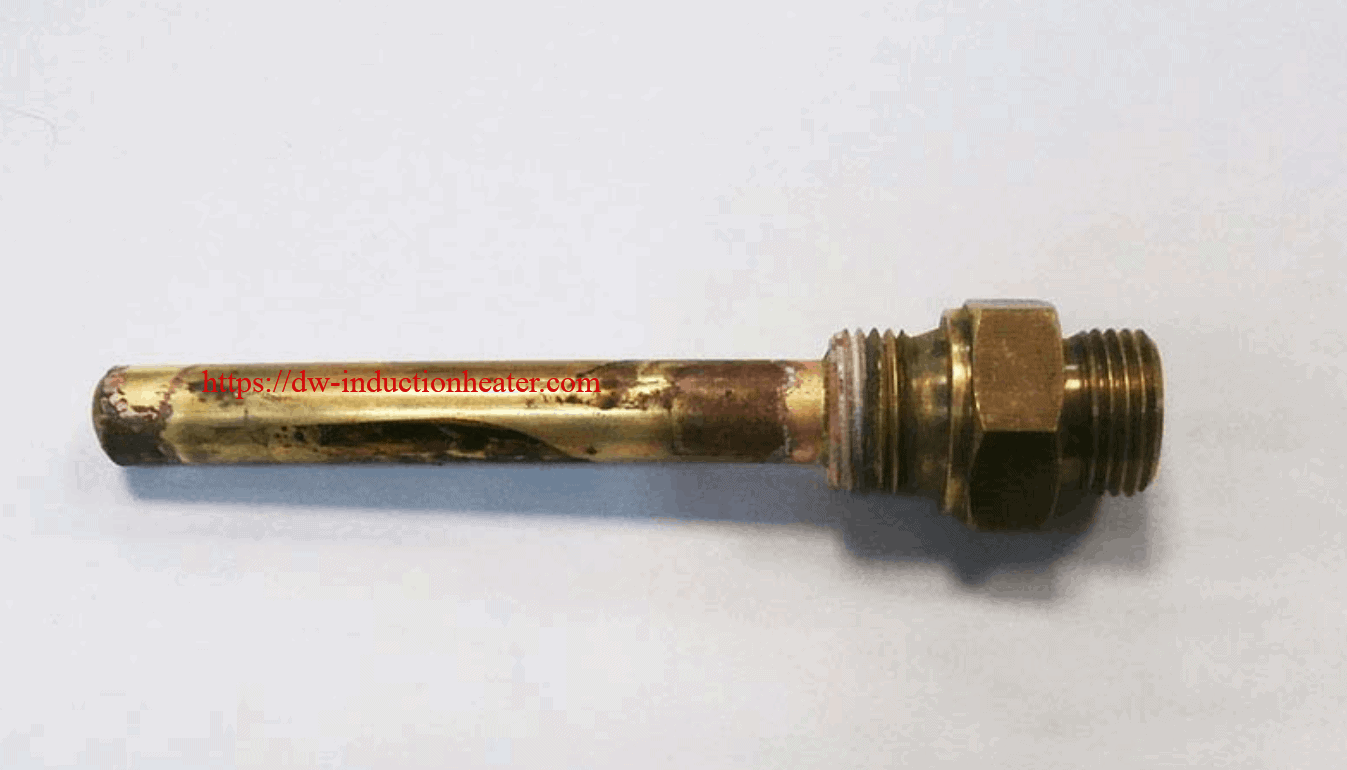
- Die gewrig is binne 17 sekondes voltooi.
Resultate / Voordele:
Induksie verwarming bepaal:
- Sterk duursame gewrigte
- Selektiewe en presiese hitte sone, wat lei tot minder deelvervorming en gewrigspanning as sweiswerk
- Minder oksidasie
- Vinniger verwarmingsiklusse
- Meer konsekwente resultate en geskiktheid vir groot volume produksie, sonder die behoefte aan bondelverwerking
- Veiliger proses as vlamlasoldering