induksie voorverhitting titanium staal vir rol
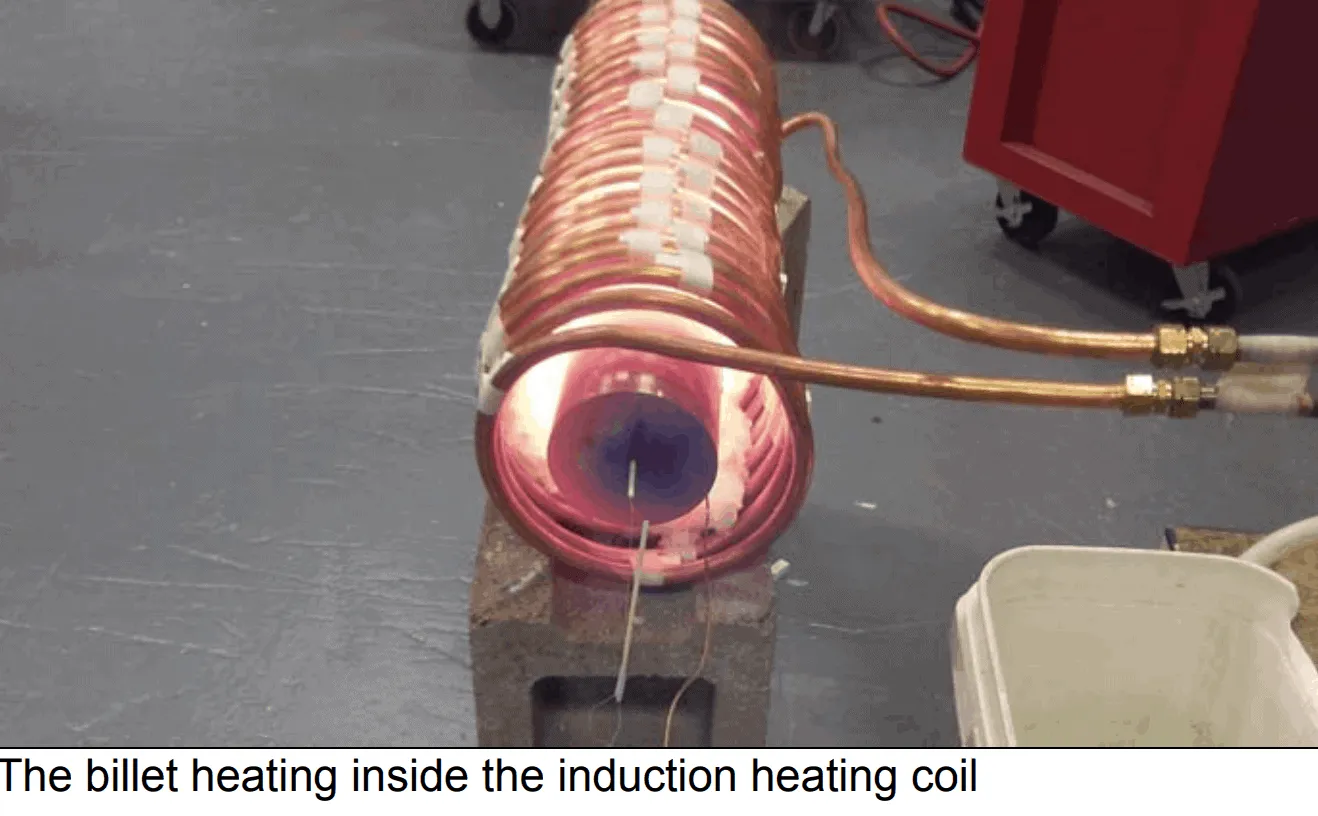
induksie voorverhitting van titaniumbalk om te rol met MF-induksieverwarmingstelsel Doel: Om 'n titaniumbalk voorverhit tot 1800 ºF voordat dit in 'n walsery ingegaan word Materiaal: Klant voorsien 4 (102mm) deursnee / 24 "(610mm) lang titaniumbalk Temperatuur: 1800 ºF (1000 ºC) Frekwensie: 2.7 kHz Induksieverhittingstoerusting: medium frekwensie MFS-200kW 1.5-4.5 kHz induksieverwarming ... Lees meer