Induksie Krimp Pas Staal Buis Met IGBT Verhitting Units
Doelstelling Verhitting van 'n staalbuis tot 500-1000 ° F vir krimp-toediening. Bepaal die uitbreiding (groei) van ID by wisselende temperature.
Materiaal Staalbuise 7 "OD x 4.75" ID x 5 "hitte sone
Tik 'K' termokoppel om temperatuur te meet
Warm kombers
Temperatuur 500, 800, 1000 ° F (260, 427, 538 ° C)
Frekwensie 66 kHz
Toerusting DW-HF-7.5, 7.5 kW, 150-400 kHz induksiekragtoevoer, toegerus met 'n afgeleë hitte-stasie wat twee 1.5 μF kondensators bevat (vir 'n totaal van 0.75 μF)
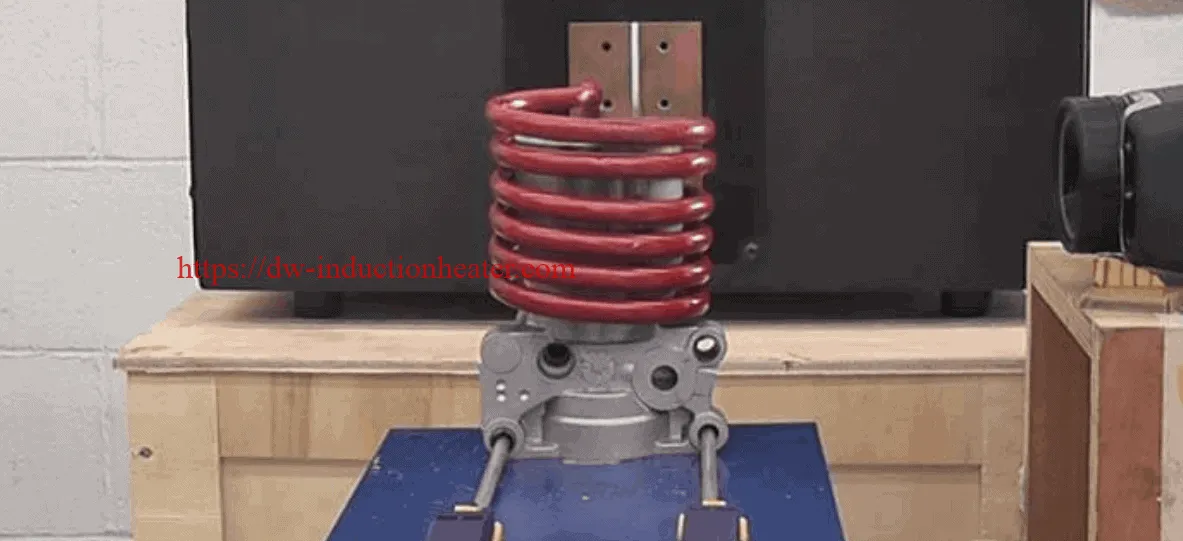
'N Spesiale reeks-parallel induksie verwarmingspoel met meerdere draaie wat spesifiek vir hierdie toepassing ontwerp en ontwikkel is.
Proses Aanvanklike toetse is op 'n monster sonder 'n termiese deken voltooi. 'N Thermokoppel word tussen die koperring en die staalbuis gegly om temperatuur te meet. Die deel gemeet
4.940 ”(by kamertemperatuur met 'n ID-maat.) Die deel bereik binne ongeveer 1000 minute 538 ° C (10 ° F).
Die onderstaande grafiek toon die vergelyking tussen teoretiese en eksperimentele meetresultate

Resultate / voordele Die deel meet 4.975 "teen 1000 ° F wat 'n uitbreiding van 0.035" (4.975 minus 4.94) lewer. By 500 en 800 ° F was die uitbreidingsgetalle onderskeidelik 4.950 en 4.964. As u 'n
termiese deken word die hitte tyd met ongeveer 90 sekondes verminder (8.5 minute teenoor 10 minute).


